
In today’s industrial environment, the key question is no longer whether fiber lasers outperform CO2 lasers. That transition has already occurred in new installations.
The real strategic question is this:
What should manufacturers do with existing CO2-based machines that remain mechanically sound but technologically outdated?
Many industrial cutting and welding machines installed 10–20 years ago still have rigid frames, reliable motion systems, and stable CNC platforms. The limiting factor is no longer mechanics. It is the laser source architecture.
Modernization allows companies to replace the most maintenance-intensive and energy-inefficient components while preserving the mechanical platform.
VPG LaserOne has practical experience in successfully transforming CO2-based machines into fiber-powered systems, extending machine life while dramatically improving performance and reducing operating cost.
The Cost Drivers Inside CO2 Systems
CO2 systems contain several mechanically complex and high-cost subsystems:
- Gas circulation turbine
- Vacuum pump
- Resonator mirrors
- Gas purification modules
- High-load cooling systems
The gas turbine maintains uniform gas flow through the discharge zone. It operates at high rotational speeds and is subject to mechanical wear.
The vacuum pump maintains pressure stability inside the resonator. Its failure typically results in complete production stoppage.
These two components alone represent a major portion of long-term maintenance expenditure.
Fiber systems eliminate:
- Gas medium
- Turbine assembly
- Vacuum pump
- Resonator alignment
This architectural simplification is the foundation of modernization economics.
Core Architectural Comparison (10 kW Class Example)
| Parameter | CO2 Laser System | Fiber Laser System |
| Wavelength | 10.6 µm | 1.03–1.08 µm |
| Electrical Efficiency | 8–12% | 30–45% |
| Gas Circulation Turbine | Required | Not required |
| Vacuum Pump | Required | Not required |
| Resonator Alignment | Required | Not required |
| Core Lifetime | 20,000–30,000 h | 80,000–100,000 h |
The wavelength of a fiber laser is approximately ten times shorter than that of a CO2 laser, leading to higher absorption in metals. In thin sheet cutting up to 6 mm, this enables productivity increases of 1.5 to 6 times compared to CO2 systems.
Fiber laser radiation is delivered through a sealed fiber cable directly to the optical head, simplifying the optical architecture. CO2 lasers use an open beam path with mirror-based routing, increasing alignment sensitivity and maintenance requirements.
Energy and Infrastructure Impact
Energy efficiency is one of the strongest arguments for retrofit.
Due to lower electrical efficiency, CO2 systems require substantially higher cooling capacity. At comparable output power, total energy consumption of a fiber laser machine can be several times lower than that of a CO2-based system.
For a typical 10 kW industrial system:
| Parameter | CO2 Laser | Fiber Laser |
| Electrical Input Required | 80–120 kW | 22–35 kW |
| Cooling Demand | 60–90 kW | 15–30 kW |
| Power Stability | ±3–5% | ±1–2% |
| Annual Energy Cost (2-shift operation) | 100% baseline | 40–60% lower |
Fiber systems require approximately 2.5–4 times less electrical power for the same optical output.
This leads to:
- Reduced transformer load
- Smaller chillers
- Lower HVAC stress
- Significant operating cost savings
In multi-machine facilities, modernization can reduce annual energy consumption by hundreds of megawatt-hours.
Process Performance After Modernization
Beam quality and wavelength significantly influence cutting and welding capability.
Fiber lasers offer:
- Beam parameter product: 1–8 mm·mrad
- Focus spot: 50–150 µm
CO2 systems typically provide:
- Beam parameter product: 8–20 mm·mrad
- Focus spot: 200–400 µm
Processing Performance Comparison
| Performance Factor | CO2 Laser | Fiber Laser |
| Cutting Speed (6 mm steel) | 1–2 m/min | 3–5 m/min |
| Weld Penetration (steel) | 6–8 mm | 10–20 mm |
| Reflective Metal Processing | Limited | Stable |
| Heat-Affected Zone Width | Wider | Narrower |
| Power Density | Moderate | High |
After modernization, operators typically observe:
- Faster cutting cycles
- Improved edge quality
- Deeper weld penetration
- More stable processing of aluminum and copper
- Reduced spatter
The wavelength shift from 10.6 µm to ~1 µm increases metal absorption efficiency, improving energy coupling.
Maintenance and Downtime Reduction
Maintenance impact is one of the most economically relevant improvements.
Standard CO2 maintenance includes annual optical servicing and periodic major overhaul of turbine and gas-related subsystems. Fiber lasers do not require resonator alignment, mirror replacement, or turbine maintenance, significantly reducing planned service interventions.
| Maintenance Parameter | CO2 Laser | Fiber Laser |
| Annual Downtime | 5–10% | <2% |
| Turbine Overhaul Interval | 12–24 months | Not applicable |
| Vacuum Pump Replacement | 3–5 years | Not applicable |
| Service Interval | 3–6 months | 12–24 months |
| Maintenance Labor Cost | High | 50–70% lower |
The elimination of the turbine and vacuum pump removes the most failure-prone mechanical elements.
Downtime reduction alone can justify modernization in high-throughput production lines.
Environmental and Lifecycle Impact
Modernization reduces:
- Electrical demand by 40–60%
- Cooling water consumption
- Laser gas usage
- Mechanical spare part waste
Replacing a CO2 resonator with fiber technology reduces indirect carbon emissions due to lower electricity usage.
Unlike full machine replacement, modernization preserves the mechanical frame, reducing material waste and capital expenditure.
Economic Evaluation
Over a 10-year lifecycle:
- Total cost of ownership reduction: 30–50%
- Energy cost reduction: 40–60%
- Maintenance cost reduction: 50–70%
- Source lifetime increase: 3–4 times
Return on investment for modernization projects is typically significantly shorter than full system replacement.
Annual Operating Costs Comparison — Global Industrial Market
| Category | CO2 Laser | Fiber Laser |
| Gases | ||
| Helium — 48 cylinders (for purge/discharge) | ~8,000 USD | 0 USD |
| Nitrogen — 24 cylinders (beam path purge) | ~2,000 USD | 0 USD |
| CO₂ — 2.5 cylinders | ~150 USD | 0 USD |
| Electricity (Annual Usage) | ||
| Electricity (high consumption system) (Typical range reflects electricity prices from ~0.08 to ~0.20 USD/kWh) | ~15,000 USD | ~3,500 USD |
| Maintenance | ||
| Optics, mirror cleaning, alignment interventions | ~15,000 USD | ~800 USD |
| TOTAL ANNUAL OPERATING COST | ~40,150 USD | ~4,300 USD |
The data reflects representative performance for 4 kW CO2 and 4 kW fiber laser systems under standard industrial workloads. Actual operating costs may differ depending on utilization rate, regional utility pricing, and service configuration.
Notes on global context:
- Electricity pricing: Industrial electricity tariffs vary (e.g., 0.08–0.20 USD/kWh), so electricity cost estimates are general global averages. Higher local energy costs will push these values up accordingly.
- Gas supply: Helium, nitrogen, and CO₂ costs vary by logistics and local availability. Cylinder prices in some regions may be lower or higher due to local production and supply chains.
- Maintenance: CO2 systems incur recurring expenses related to mirror replacements, gas handling systems, and vacuum turbine maintenance. Fiber lasers, with sealed optical paths and no gas systems, generally require less routine optical servicing.
- Cooling: CO2 systems often require more extensive chiller capacity due to lower electrical efficiency. This indirectly affects electricity charges included in the estimates.
Why Retrofit Expertise Matters
Modernization requires more than source replacement.
It involves:
- Removal of resonator, turbine, vacuum systems
- Integration of fiber laser module
- Beam delivery redesign
- CNC synchronization
- Safety system adaptation for 1 µm wavelength
- Process parameter recalibration
VPG LaserOne has practical experience in transforming CO2-based machines into fiber-powered systems while preserving mechanical infrastructure and minimizing downtime.
This is not theoretical engineering. It is applied industrial transformation.
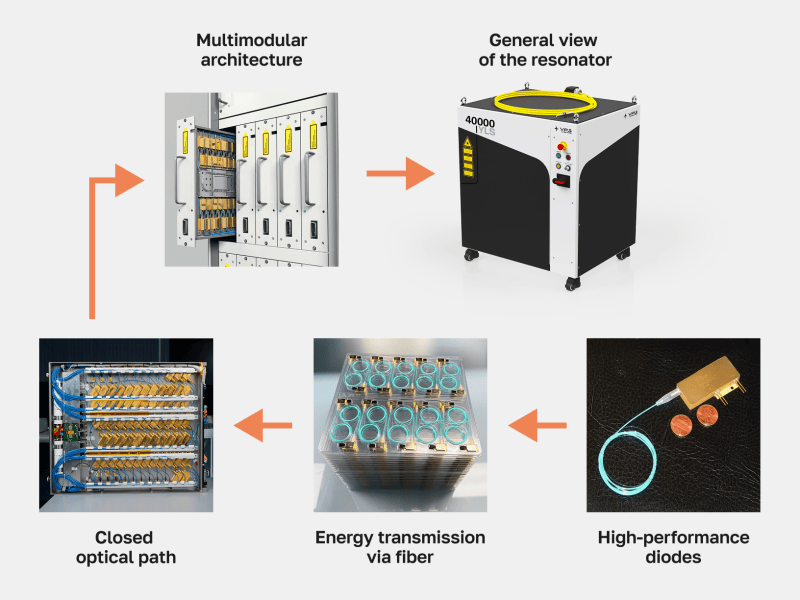
Fiber Resonator Architecture
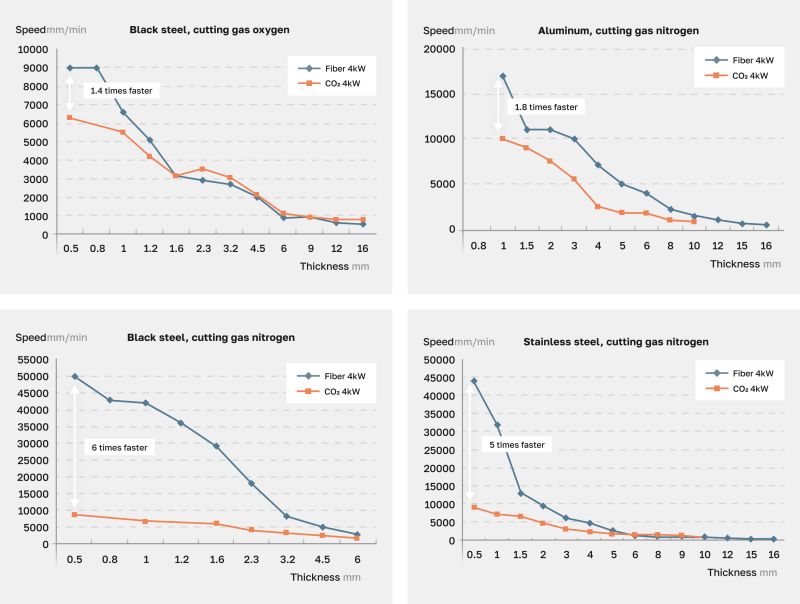
Comparison of cutting speeds: 4 kW CO2 laser vs 4 kW VPG LaserOne fiber laser
The industrial transition to fiber technology is largely complete for new installations. The strategic opportunity now lies in modernizing existing CO2-based systems that remain mechanically sound but technologically outdated.
Integrating an VPG LaserOne fiber resonator into an existing CO2 machine fundamentally transforms the laser architecture while preserving the mechanical platform. Modernization delivers:
- Elimination of vacuum pump and gas turbine dependency
- Removal of laser gas consumption
- Reduced overall energy consumption compared to the original CO2 configuration
- Elimination of resonator alignment and mirror maintenance
- Lower maintenance risk and reduced service intervention
- Higher cutting speeds, particularly in thin-sheet metal
- Stable beam quality and consistent processing performance
- Capability to process a wide range of materials and thicknesses, including air-assisted cutting in selected applications
- Extended machine lifetime
- Faster return on investment compared to full equipment replacement
For manufacturers operating aging CO2 equipment, modernization represents a technically justified and economically grounded step toward higher efficiency, improved reliability, and operational stability.
With proven transformation experience,
